Kirish.
Ertalab soat beshda o‘tirib ishlayapman, mana, xat keldi. Biror kishi 3D printer uchun chop etish ishini tayyorlay olmaydi. Yordam so'raydi. Vaqtni ko'rdingizmi? Poligon ishlamayapti, Kislayser ham, lekin odam qiynalmoqda, menimcha, yordam bering. Mening yordamimning natijasi minnatdorchilik va yaxshi bosilgan qism edi. Aytgancha, men barmog'imni ko'tarmadim, men shunchaki modelni Simplify-ga yukladim va modelni avval sozlagan profilim orqali chop etish uchun tayyorladim. Ammo ertalab soat 5 da o'tirib, ishlayotganingizda, hatto bunday arzimas narsa ham chalg'itadi.
Qo'llanma Simplify3D V4 uchun taqdim etilganligini unutmang. Simplify3D V5 XNUMX-versiya uchun barcha profillarni qo'llab-quvvatlaydi.
Men o'z qo'llanmamni yozishga qaror qildim, chunki Internetda, ayniqsa rus tilida hech qanday munosib ma'lumot topa olmadim. Bitta video bor, lekin bir hamkasb uni qandaydir uzoq va aniq tushuntiradi (quyidagi videoga havola). Ehtimol, men ma'lumotni matn shaklida qabul qilishga odatlanganman. Qarib qolganga o'xshaydi.

Bundan tashqari, mendan dasturning barcha xususiyatlarini tushuntiruvchi alohida video yozib olishimni bir necha bor so'rashdi, lekin men matnli maqola yozishga qaror qildim. Nega? Chunki biror narsani unutgan bo'lsangiz, maqoladan foydalanish qulayroq. Misol sifatida men macOS versiyasidan foydalanmoqdaman.
[29.05.2023-yilda yangilangan] - Toʻliq videoni alohida domenda ishlaydigan onlayn maktabning bir qismi sifatida yozib oldim.
Onlayn 3D bosib chiqarish maktabi
Men kirish qismini nima uchun foydalanayotganim bilan boshlamoqchiman Soddalashtirish3D.
- Dasturdan foydalanish juda oson.
- Kodni tayyorlash tezligida teng keladigani yo'q.
- Katta modellarni yaxshi boshqaradi (boshqa dilimlagichlar faqat ko'z qovoqlari uchun muzlaydi). Biroq, kompyuteringizning kuchi etarli bo'lishi kerak. Garchi bu yangilik bo'lmasa ham. Biz 3D modellar bilan ishlayotganimizni tushunishimiz kerak. Bunday ish uchun standart kompyuter imkon qadar kuchli bo'lishi kerak.
- Jarayonlar bilan ishlash qobiliyati. Yozish vaqtida analoglar bunday imkoniyatga ega emas. Jarayonlar turli qatlamlar uchun turli xil chop etish variantlarini o'rnatish imkonini beradi.
Dasturni ishga tushirish.
Shunday ekan, boshlaylik. Va biz oddiygina profil nima va jarayon nima ekanligini farqlashni o'rganishdan boshlaymiz.
Profil asosiy printer sozlamalarini o'z ichiga olgan asosiy fayldir: ish maydoni o'lchami, kelib chiqishi, ekstruderlar soni, turli materiallar uchun harorat sharoitlari, boshlang'ich kodi, tugatish kodi va boshqalar. Bularning barchasi g-kod tayyorlanganda, asosiy sozlamalar profildan tortib olinganda sozlanishi va o'zgartirilishi mumkin.
Biroq, G-kodni tayyorlash uchun profil emas, balki ushbu profilga tayinlangan jarayon yoki kerak bo'lsa, bir nechta jarayonlar. Jarayonda barcha boshqa chop etish parametrlari o'rnatiladi: qatlam balandligi, tayanchlar soni, chop etish tezligi va boshqalar. Shuni ta'kidlash kerakki, profil bitta bo'lib, cheksiz miqdordagi jarayonlar bo'lishi mumkin. Misol uchun, qatlam balandligi 0,3 mm va yarmi 0,2 mm bo'lgan qismning yarmini chop etish zarurati tug'ilsa. Yoki qismning bir qismi 20% plomba va 50% qismiga ega bo'lishi kerak.
Deyarli har qanday 3D printer uchun profil va jarayonlar qo'lda yaratilishi mumkin, bu maqolada muhokama qilinadi. Agar siz o'qishga dangasa bo'lsangiz yoki sharoitlar ushbu maqolani o'rganishga vaqt ajratishingizga imkon bermasa, siz dmitry@kamonichkin.ru elektron pochta manziliga tayyorlangan profillar uchun so'rov yuborishingiz mumkin. Boshqalar, o'qing.
Men dasturni o'rnatishga e'tibor qaratmayman, chunki agar siz dasturni kompyuteringizga qanday o'rnatishni bilmasangiz, unda Simplify3D-ni o'rganishingiz kerak emas.
Biz dasturni ochamiz va asosiy ekranni ko'ramiz.

Rasmda men har bir tugma nimani anglatishini ko'rsatdim. O'quv jarayonini soddalashtirish uchun men hammaga har bir tugmani bosishni va birinchi navbatda 3D modelingizni yuklab olib, qanday ishlashini sinab ko'rishni maslahat beraman. 3D modelni yuklash uchun siz "3D ro'yxati" bo'limidagi "import" tugmasini bosishingiz yoki modelni dastur oynasiga ahmoqona tortib olishingiz kerak.

Darhol nima qilish kerak?
Simplify3D-da ishlaganimdan so'ng, men boshqa slayderlarda ham ishladim. Deyarli hamma joyda tezlik sekundiga millimetrda ko'rsatilgan. Ba'zi sabablarga ko'ra Simplify3D-da bu parametr boshqa birliklarda o'lchanadi. Ushbu kasallikni tuzatish uchun siz sozlamalarga o'tishingiz kerak.

Keling, qolgan tugmachalarni ko'rib chiqaylik:
birlik tizim - o'lchov tizimini tanlash. Aslida, biz qaysi o'lchov tizimida Dyuym - dyuym yoki Millimetrda - millimetrda ishlash qulayroq ekanligini tanlaymiz.
Sichqoncha scholl g'ildiragini kattalashtirish yo'nalishini almashtiring - Modelga yaqinlashish / uzoqlashish uchun g'ildirakni aylantirish yo'nalishini o'zgartiring.
Sichqonchaning o'rta tugmachasini tiklash ko'rinishi - Sichqonchaning g'ildiragini (yoki o'rta tugmachasini) bosganingizda, virtual maydon kamerasi standart holatga qaytadi.
Ilova holatini saqlash va tiklash – Dasturdan chiqishda uning holatini saqlash va kirishda uni tiklash;
Ishga tushganda yangilanishlarni tekshiring – Yangilanishlarni avtomatik tekshirish;
Sichqoncha/klaviatura yorliqlari - Issiq tugmalar.
Keling, sozlamalar yorliqlarini ko'rib chiqaylik:

mashina shrift - Printer turi. Oddiy Kartezian printerlar uchun standartni qoldiring Certezianrobot, mos ravishda, delta printerlar uchun tanlang Delta robot.
qurish ovoz – Chop etish maydonining o‘lchamlari.
kelib chiqish ofset - Nolinchi ofset. Simplify 3D sizga so'nggi qopqoqlarning ishini sozlash imkonini beradi. Bir qarashda, foydasiz narsa, lekin ba'zida bu ularning o'rnini belgilash vaqtini tejash mumkin.
Uyga qaytish yo'nalish - Uy pozitsiyasi. Boshqacha qilib aytganda, o'qlarning kelib chiqishi.
Flip qurish stol Eksa - O'qlarning yo'nalishlarini teskari o'zgartirish. Printerni yig'ishda step vosita o'rashlarining polaritesi teskari bo'lsa, ulagichni printerning boshqaruv platasiga qayta ulamaslik uchun katakchani belgilab, ushbu funksiyadan foydalaning.
O'rtasida tanlov Y o'qi is vertikal и Z o'qi is vertikal koordinata o'qlarining chap yoki o'ng uchligini tanlashdan iborat. Bu qaysi printerlar uchun qilingan, men hatto taxmin qila olmayman, qoldiring Z o'qi vertikal standart
So'rovsiz birlik tizimini to'g'rilash uchun avtomatik o'lchov — Tanlangan o'lchov birliklari tizimi uchun avtomatik masshtablash.
Importdan keyin modellarni markazlashtiring va tartibga soling — Platforma yuklangan modellarning markazida joylashishi.
Import qilingan fayldan mustaqil ravishda normal hisoblang — Import qilingan fayldan oddiy mustaqillikni hisoblash.
Uchburchakning faqat old tomonini ko'rsatish (kesish) - Model chizilgan uchburchaklarning faqat old tomonini ko'rsating.
G-kodni oldindan ko'rish sifati – Kesishdan keyin modelni oldindan ko‘rish sifatini tanlang, mos ravishda Oliy – yuqori sifat, Past – past sifat.
Kesishdan keyin avtomatik ravishda oldindan ko'rishni yuklang – Oldindan ko'rish uchun kesilgandan so'ng modelni avtomatik ko'rsatish;
Qurilish jadvalini virtual muhitga qo'shing — Jadvalni virtual muhitda ko'rsatishni yoqish.
Ekstruderni tortib olish harakatlarini ko'rsatish - Oldindan ko'rish rejimida ekstruderning harakatini ko'rsatishni yoqing.
Mashina harakatlarini oldindan ko'rishni ko'rsatish - Chop etish paytida ekstruderning harakatini ko'rsatishni yoqish.
Ko‘rib chiqish vaqtida asboblar boshini ko‘rsatish- Chop etish paytida asboblar panelini ko'rsatishni yoqing.
Vertex bufer hajmi (kengaytirilgan) — Model nuqtasi buferining o'lchami.
Rangni sozlash - Rang sozlamalari.
standart model rangi - Modelning rangi.
Tanlangan model rangi — Model tanlanganda uning rangi.
Materialning rangini qo'llab-quvvatlang - Rangni qo'llab-quvvatlash.
G-kodni tayyorlash (3D printerni boshqarish dasturi)
Jarayonni yaratish va sozlash
3D printer uchun kodni tayyorlash uchun avvalo jarayonni yaratishingiz kerak. Buning uchun "Profillar ro'yxati" blokidagi "Qo'shish" tugmasini bosing.

Bizdan oldin profil va jarayon sozlamalari to'plami ochiladi. Agar siz sozlamalarning to'liq to'plamini ochmagan bo'lsangiz, lekin faqat bir qismi bo'lsa, tugmani bosing Kengaytirilgan ko'rsatish. Yo'q, albatta siz 3D printerni professional rejimda emas, balki foydalanuvchi rejimida ishlatishingiz mumkin, lekin unda Simplify3D umuman nima uchun kerak? Axir, bu mikroto'lqinli pech emas. Turli parametrlar va sozlamalar qismning turli natijalari va xususiyatlarini berishi mumkin.
Bu erda nuqta, ko'krak diametri sozlamalarini o'rnatishdir - poynak diametr, ekstruziya multiplikatori - Ekstrusion Multiplier va eritilgan filamentning haqiqiy ekstruziyalangan kengligi - Ekstrusion eng, ularning har biri uchun. Ekstruderlarni bir-biridan ajratish uchun har biri o'z indeksini qo'yishi kerak - Ekstruder asboblar boshi indeks. Haqiqiy ekstruziya kengligi qiymatini qanday qilib to'g'ri belgilash kerak (Ekstrusion eng) ichida o'qing alohida maqola.
Oqish nazorat — Ko‘krakdan plastmassa oqimini nazorat qilish;
Qaytarilish - Plastmassani tortib olish. Uni yoqish va sozlash kerak, aks holda modellar snot bilan bo'ladi, iplar kesuvchi hisoblangan noto'g'ri joylarda ushlanib qoladi va hokazo;
Qaytarilish masofa - Qaytish uzunligi. Parametr filament ishlab chiqaruvchisidan tortib ekstruder qurilmasiga qadar ko'plab omillarga bog'liq, shuning uchun u individual ravishda sozlanadi;
Qo'shimcha qayta ishga tushirish masofasi — Rektaktdan keyin plastmassani ma'lum bir qiymatga qo'shimcha ekstruziya qilish;
Orqaga tortish vertikal ko'tarish - Bir chop etish joyidan boshqasiga ko'chirish uchun nozulning balandligi. Bosilgan plastmassaning erishini oldini olishga yordam beradi;
Qaytarilish tezlik - orqaga tortish tezligi;
Sohil at Oxiri – Chop etish tugallangandan keyin qaytarib olishni yoqish;
Sohilga chiqish masofa - Chop etish tugagandan so'ng qaytarib olish uzunligi;
O'chirish poynak – Chop etishni boshlash paytida platformaga qizdirilganda sizib chiqqan plastmassadan nozulni tozalashni yoqish;
O'chirish masofa – Bu ro‘molchaning uzunligi.
Qatlam yorlig'i

qatlam Setting – Qatlamning asosiy parametrlarini sozlash;
boshlang'ich Ekstruder – Ekstruder raqami/nomi. Agar printeringizda bir nechta ekstruderlar bo'lsa, ularning har biri uchun qatlam parametrlarini o'rnatishingiz mumkin. Misol uchun, agar siz shakli murakkab bo'lgan modelni chop etayotgan bo'lsangiz va qo'shimcha tayanchlarga ehtiyoj bo'lsa, ularni PVA (wiki) plastmassa (u suvda eriydi) bilan nozul bilan chop etish ideal variant bo'ladi. vaqtni tejash uchun kattaroq diametrli va yuqori qatlam balandligi bilan;
Birlamchi qatlam balandligi - Qatlam balandligi. Qatlam balandligi qanchalik past bo'lsa, yon yuzalarning sifati shunchalik yuqori bo'lishini taxmin qilish oson, ammo 3D modelni yaratish muddati to'g'ridan-to'g'ri mutanosib ravishda oshadi, shuning uchun siz har bir qism uchun ma'lum bir oltin o'rtachani aniqlashingiz kerak. uning keyingi maqsadini hisobga olish;
Top qattiq qatlamlari - qismning yuqori qatlamlari soni;
Bottom qattiq qatlam - qismning pastki qatlamlari soni;
Kontur/perimetr Shells - qismning yon qismlari (devorlari) "chig'anoqlari" soni;
Outline yo'nalish – Qatlam yo‘nalishini chop etish. Ikki variant: ichida tashqarida - avval ichki, keyin tashqi, Tashqarida - ichkarida - aksincha, avval tashqi qismi, keyin ichki qismi. Men turli yo'nalishlarda chop etishga harakat qildim, vizual farq yo'q, nazariy jihatdan birinchi variant yaxshiroq, chunki u "ushlab turish" tufayli tashqi qobiqning deformatsiyasini istisno qiladi;
chop etish orollar ketma-ket holda optimallashtirish - optimallashtirishsiz "orollar" ni ketma-ket bosib chiqarish;
yakka tasavvur qiling tirgak chop etish rejim (vaza rejim) - Ushbu rejim yoqilsa, yuklangan modeldan devor qalinligi bir nozul o'tadi va chop etishning o'zi vertikal Z o'qi bo'ylab doimiy ko'tarilish bilan spiral shaklida amalga oshiriladi. Vaza rejimi nima uchun, siz buni qilishingiz mumkin o'qing shu yerda.
birinchi qatlam Setting - Birinchi qatlam sozlamalari. Parametrlar qatlamning nominal balandligiga nisbatan o'rnatiladi boshlang'ich qatlam balandlik;
birinchi qatlam balandlik - birinchi qavatning balandligi;
birinchi qatlam eng- Proportsional kenglik. Chop etilgan raqamlar chiqadigan birinchi qatlamlar shaklida kichik xususiyatga ega. Buning sababi, modelning platformaga yaxshi yopishishini ta'minlash uchun pastki qatlamlar ko'proq bulg'angan. Ushbu parametrni kamaytirish orqali siz ushbu xususiyatdan xalos bo'lishingiz mumkin;
birinchi qatlam tezlik – Birinchi qatlamning chop etish tezligi. Ushbu parametr birinchi qatlamning platformaga yopishish sifatiga ham katta ta'sir qiladi. Bu oddiy, tezlik qanchalik past bo'lsa, plastmassa yaxshi yotadi.
boshlanish ballari - Chop etishning boshlang'ich nuqtasi
foydalanish tasodifiy start ball uchun hamma perimetrlar – Modelning perimetridan ixtiyoriy boshlanish nuqtasini tanlash;
optimallashtirish start ball uchun eng tezkor chop etish tezlik – Tez chop etish tezligi uchun chop etishning boshlang‘ich nuqtasini optimal tanlash;
tanlang start nuqtasi eng yaqin uchun o'ziga xos Manzil – Berilganiga eng yaqin modelning perimetridan boshlanish nuqtasini tanlash.
Qo'shimchalar yorlig'i

yubka Sozlamalar - zarba chizig'ini sozlash. Ushbu chiziq to'g'ridan-to'g'ri chop etishdan oldin ozgina plastmassani siqib chiqarish uchun kerak;
Include Yubka/Brim - kontur chizig'ini yoqish;
yubka qatlamlari – Qatlamlar soni, ya’ni balandligi;
yubka Ofset - yubka modelning tagidan tashqariga chiqadigan masofa;
yubka Kadrlar – Chiziqlar sonida etakning kengligi.
Raft Setting – Raft sozlamalari;
Include Raft – salni yoqish;
Raft qatlamlari – Raft balandligi, qatlamlar soniga qarab belgilanadi;
Raft Ofset – Salning model tagidan tashqariga chiqadigan masofasi;
Raft To'ldirish – Raft qatlamlarini to'ldirish zichligi;
o'chirib qo'yish sal asos Qatlamlari – Asosiy raf qatlamini bekor qilish. Bu so'zma-so'z tarjima, lekin men bu erda nimani nazarda tutayotganini bilmayman.
Asosiy ustundan foydalaning - Axlat ustunini qurish uchun sozlamalar bloki. Boshqa ekstruder bilan chop etishdan oldin u ko'krakni tozalashi kerak.
Primer ustunli ekstruder - Qaysi ekstruder tozalashda ishtirok etishini ko'rsatadi.
Ustun kengligi - axlat ustunining kvadrati kesimining kengligi.
Ustunning joylashuvi - platformadagi modelga nisbatan axlat ustunining joylashishi.
tezlik multiplikatori - axlat ustunini chop etish tezligi.
Ooze Shield-dan foydalaning - qisqarish xususiyatiga ega bo'lgan plastmassalar bilan bosib chiqarish uchun qismning atrofidagi tashqi qobiq.
Ooze Shield ekstruder - qobiqni qurish uchun qaysi ekstruderdan foydalanish kerak.
qismdan ofset - qobiqdan modelgacha bo'lgan masofa.
Ooze Shield konturi - qobiq perimetrlari soni.
yon devor shakli - qobiq turi.
Yon devor burchagi o'zgarishi printeringiz qo'llab-quvvatlovchi materialsiz chop etish burchagi.
tezlik multiplikatori – chop etish uchun belgilanganidan qobiqli chop etish tezligi.
To'ldirish yorlig'i

Ushbu yorliqda to'ldirish sozlamalari o'rnatiladi. Agar model integral qilinmasa va bu deyarli har doim sodir bo'lsa, modelning ichki tuzilishi uning mexanik parametrlarini aniqlaydi. Standart sozlamalar bilan modellar odatda juda kuchli, agar sizga ko'proq ko'ndalang qat'iylik kerak bo'lsa, ushbu sozlamalarga e'tibor berishingiz kerak.
umumiy - To'ldirishning asosiy sozlamalari;
To'ldirish Ekstruder – Qismning ichki tuzilishini chop etadigan ekstruderni tanlash. Ikki yoki undan ortiq ekstruderli printerga ega bo'lganlar uchun juda foydali xususiyat. Bu funksiya foydali bo'lishi mumkin bo'lgan misol oddiy. Misol uchun, qimmatbaho yog'och plastmassadan modelni chop etishingiz kerak, uni tejash uchun ichki, ko'rinmas qismini oddiy ABS bilan bosib chiqarish mumkin, bu qismning yakuniy narxini sezilarli darajada kamaytiradi va uni mustahkamlaydi;
Tashqi to'ldirish namunasi — Ichki chiziqlar shaklini tanlash: To'g'ri chiziqli - tekis yoki Konsentrik - radiuslar va bir markazli doiralar;
interyer To'ldiring foiz – ichki qismni to'ldirish zichligi;
Outline Qatnashish – Perimetrlar bo'yicha plombalarning bir-birining ustiga chiqishi. To'ldirish perimetrning kengligini ushbu elementga foiz sifatida o'rnatilgan qiymat bilan yuqtiradi.;
To'ldirish ekstruziyasining kengligi – to‘ldirish vaqtida material yetkazib berish;
minimum To'ldirish uzunlik – to‘ldirish panjara qismining minimal uzunligi;
Kombinat To'ldirish Har bir - To'ldirish panjarasining ma'lum miqdordagi qatlamlar orqali tarqalishi;
Include Qattiq diafragma har bir – Muayyan miqdordagi qatlamlardan keyin monolit qatlamlarni chop etishni yoqish. Ushbu parametr 3D modellarning qattiqligini oshirishi mumkin;
ichki to'ldirish burchagi ofset - ichki to'ldirish burchagi
Tashqi to'ldirish burchagi ofset - tashqi to'ldirish burchagi
Yordam yorlig'i

Bilmaganlar uchun qo'llab-quvvatlash havoda to'xtatilgan 3D modelining elementlari ostida yuk ko'taruvchi konstruktsiyalarni bosib chiqarishni nazarda tutadi. Qo'llab-quvvatlovchi tuzilmalar haqida ko'proq o'qishingiz mumkin alohida maqola.
yaratish Support ashyo – Qo‘llab-quvvatlash ishlab chiqarishni yoqish;
Support Ekstruder – Chop etish tayanchlari uchun ekstruderni tanlash. Men ushbu funktsiyaning chipini tasvirlab berdim Birlamchi ekstruderagar unutgan bo'lsangiz, yuqorida qayta o'qing;
Qo'llab-quvvatlash to'ldirish foizi - tayanchlarning zichligi. Ularni monolitik chop qilmang;
qo'shimcha Inflyatsiya masofa – Tayanchlar atrofidagi masofa erkin bo'ladi;
Asosiy qatlamni qo'llab-quvvatlash – Tayanch noladan uzilib qolmasligi uchun taglikdagi qatlamlar sonini belgilash kerak;
Aralashtirmoq Support Har bir qatlam – Har bir qo‘llab-quvvatlash liniyalarini guruhlash;
qalin Support qatlamlari – To‘ldirilgan qatlamlar sonini tanlash;
qalin To'ldirish foiz – to‘ldirilgan qatlamlarning zichligi;
Qo'llab-quvvatlash turi - hamma joyda yoki faqat stoldan tanlash uchun ikkita variant mavjud. Agar siz ikkinchi variantni tanlasangiz, qo'llab-quvvatlash modelning yuqori qavatidan qurilmaydi. Ba'zan siz hunarmandchilik bilan modelni buzishni xohlamasangiz foydali bo'ladi. Model to'g'ri yoki yo'qligini tekshiring.
Support ustun qarori – qo‘llab-quvvatlash vazifasini bajaradigan ustunning o‘lchami;
Max Gap shundaki burchak – Tayanch hosil bo'ladigan chiqadigan elementning maksimal burchagi.
gorizontal Ofset From qism – tayanchlarning gorizontal shoxlanishi mumkin bo'lgan masofa;
Yuqori vertikal Ajratish qatlamlari – Yuqoriga vertikal shoxlanish mumkin bo'lgan qatlamlar soni;
Pastroq vertikal Ajratish qatlamlari – Pastdan vertikal shoxlanish mumkin bo'lgan qatlamlar soni;
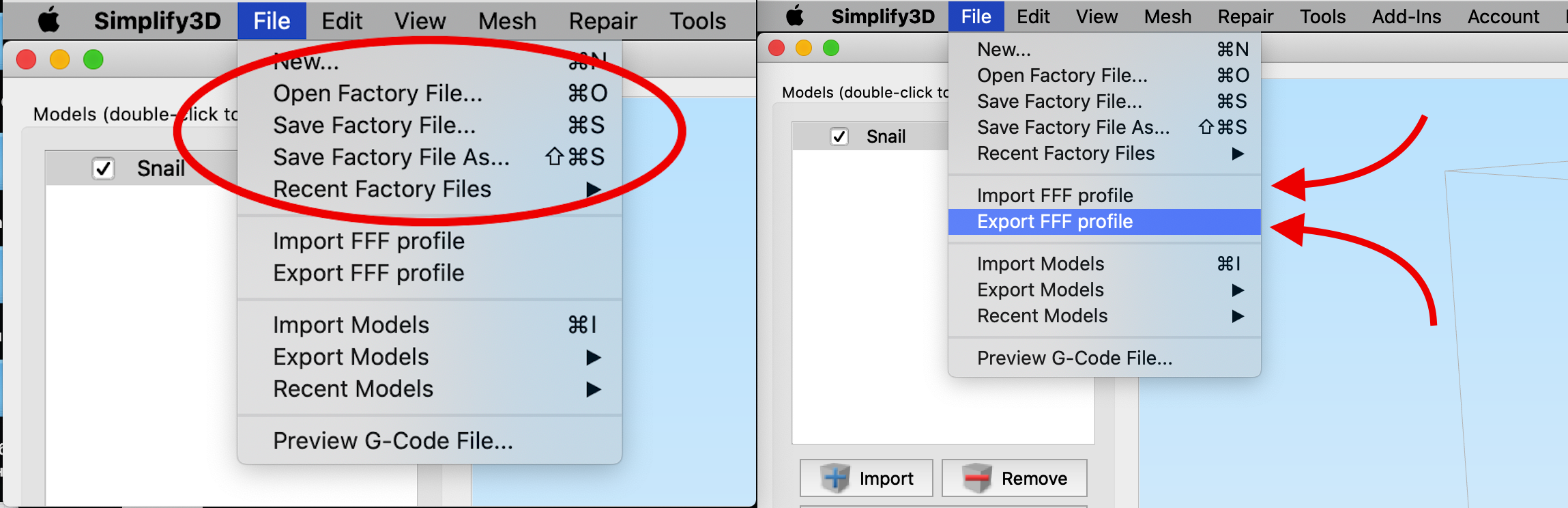
FFF profili va zavod faylini sozlash.
Shu nuqtada, asosiy narsa FFF profili va zavod fayli o'rtasidagi farqlarni tushunishdir. Ikkalasi ham sozlamalar to'plamidir. FFF profili bo'lsa, faylda 3D bosib chiqarish parametrlari to'plami (ko'krak diametri, materiallar, sifatlar, haroratlar) mavjud. Zavod faylida 3D printerning o'zi parametrlari (maydon o'lchami, skriptlar, koordinatalar) mavjud. Agar siz ish joyini bir printerdan boshqasiga o'tkazmoqchi bo'lsangiz, avval Zavod faylini o'tkazing, so'ngra profil yordamida 3D bosib chiqarish sozlamalarini import va eksport qilishingiz mumkin. Buni amalga oshirish uchun dasturning yuqori qatoridagi tugmalardan foydalaning:
Simplify3D dasturida profilni qanday qilib to'g'ri sozlash kerak, o'qing alohida post.
"Haroratlar" yorlig'i.
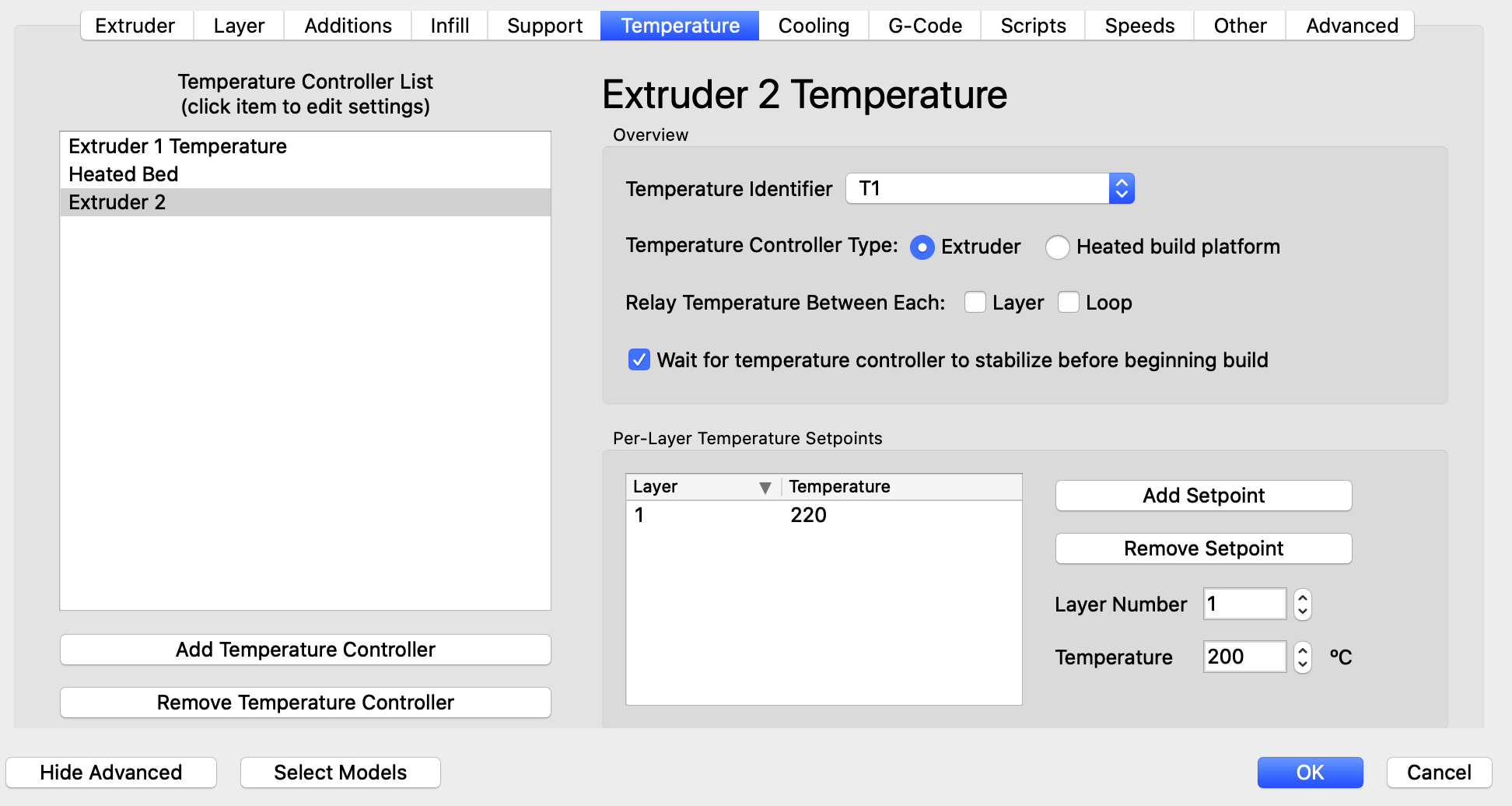
Ushbu yorliqda siz ekstruderlar va isitish platformasining harorat rejimlarini sozlashingiz kerak.
harorat Controller ro'yxat – Ekstruderlar yoki platformalar uchun qo‘shilgan konfiguratsiyalar ro‘yxati;
harorat aniqlash – Harorat sensori identifikatorini tanlash;
harorat Controller Shrift - Harorat sozlagichi turi: Ekstruder - ekstruder yoki isitish platforma qurish - isitish platformasi.
O'rnimizni harorat o'rtasida har bir – Haroratni nazorat qilish so‘rovi qanchalik tez-tez sodir bo‘lishini tanlash: qatlam - har bir qatlam yoki Kurs - har bir tsikl
kutib turing uchun harorat nazorat qiluvchi uchun stabillashadi oldin boshlanish qurish – Haroratni barqarorlashtirish uchun chop etish boshlanishidan oldin kechikishni yoqish;
Per - qatlam harorat Belgilangan nuqtalar – Bu yerda siz har bir qatlam uchun haroratni tanlashingiz mumkin. Misol uchun, ABS plastmassa bilan chop etishda biz birinchi qatlam uchun 240 ° C, qolgan qatlamlar uchun 220 ° C ni o'rnatamiz. Shunday qilib, plastmassa juda yaxshi yopishadi va qatlamlar tekisroq yotadi.
qatlam soni - qatlam raqami;
harorat – Printer ma’lum qatlamda ushlab turadigan harorat.
Sovutish yorlig'i

Ushbu yorliqda majburiy havo fanining ishlash parametrlari o'rnatiladi.
Per - qatlam Fan elementlari – Xuddi haroratda bo‘lgani kabi, bu yerda ham ventilyator tezligi uchun maxsus qiymatlarni o‘rnatishingiz mumkin.
qatlam soni - qatlam raqami;
Fan tezlik - fan tezligi;
uzoqqa cho'zilmagan fan uchun to'liq elektr qachon ortib bormoqda dan Bo'sh – Printer ishlamay qolganda fan tezligini maksimal darajaga oshirish, ya'ni. chop etish tugagach.
Fan Bekor qiladi– Fan tezligini tiklash;
O'sish fan tezlik uchun Qatlamlari ostida – Chop etish vaqti belgilangan vaqt qiymatidan kamroq bo‘lgan qatlamlar uchun fan tezligini oshirish;
maksimum sovutish fan tezlik – Maksimal fan tezligi;
Ko'prik fan tezlik bekor qilish – Ko‘priklarni chop etishda fan tezligi.
G-kod yorlig'i

G-kod Options - parametrlar G-kodi
5D proshivka (shu jumladan E - o'lcham) - Faollashtirish G-kodi с 5-ю o'zgaruvchan parametrlari. bu 3 asosiy o'qi и 2 ekstruder.
Nisbiy ekstruziya masofalar - ekstruziya masofasiga nisbatan
ruxsat berish nolga tenglashtirish of ekstruziya masofalar (Ya'ni G92 E0) - ruxsatnoma nolga tenglashtirish masofalar ekstruziya;
Include M101 / M102 / M103 buyruqlar – M101/M102/M103 buyruqlarini yoqish;
proshivka qo'llab-quvvatlaydi yopishqoq parametrlari – G va M-kod bo'lmagan parametrlarni yoqing.
G-kod koordinatalari uchun asboblar boshi ofsetini qo'llang – siljish bo'lgan joylarda ham asboblarning harakatlanishiga ruxsat bering.
Ofset – Dastlabki qiymatlarni belgilangan qiymatga siljitish.
Ushbu yorliq oynasining o'ng qismida mashina sozlamalari (sozlamalarda takrorlangan)
Skriptlar yorlig'i

Ushbu yorliqda printer bajarishi kerak bo'lgan buyruqlar mavjud:
Skriptni boshlash — Chop etishning boshida;
Qatlamni o'zgartirish skripti - ning har bir qatlam;
Rektatsiya Skript - Orqaga olish bilan;
Skriptni o'zgartirish vositasi - Asbob;
Tugatish skripti - Matbuot oxirida. Bu erda buyruqlarni yozish foydali bo'lishi mumkin, masalan, men boshning nol holatida to'xtashini va platformani iloji boricha uzaytirishini yozdim, shuning uchun tayyor modelni suratga olish juda qulay.
Buyruqlar nimani anglatadi, siz ko'rishingiz mumkin shu yerda, va men eng mashhurlarini ko'rib chiqaman.
Buyruqlarning o'zlari guruhlarga bo'lingan:
G – tayyorlov (asosiy) jamoalar;
М – yordamchi (texnologik) buyruqlar.
Bu buyruqlar parametrlarga ega.
X – X o‘qi bo‘yicha traektoriya nuqtasining koordinatasi [G0 X100 Y0 Z0]
Y – Y o‘qi bo‘yicha traektoriya nuqtasining koordinatasi [G0 X0 Y100 Z0]
Z – Z o‘qi bo‘yicha traektoriya nuqtasining koordinatasi [G0 X0 Y0 Z100]
E – Plastik ekstruziya nuqtasi koordinatasi [G1 E100 F100]
P – Buyruq parametri [M300 S5000 P280]
S – Buyruq parametri [G04 S15]
F – Buyruq parametri, besleme (tezlik) [G1 Y10 X10 F1000]
G - buyruqlar
G0 – Boʻsh rejimda, asbob ishlamaydi [G 0 X 10]
G1 - XYZE bo'ylab muvofiqlashtirilgan harakat [G 1 X 10]
G4 – soniyalarda pauza [G4 S15]
G28 – Uy buyrug‘i – boshni to‘xtating [G28 Y0 X0 Z0]
G90 – Mutlaq koordinatalardan foydalaning [G90]
G91 – Nisbiy koordinatalardan foydalaning [G91]
G92 – Joriy maqsadli joylashuvni belgilang [G92]
Izoh:
Nisbiy koordinatalar boshning joriy holatiga nisbatan koordinatalardir.
Misol uchun, agar bosh X10 Y10 holatida bo'lsa, u holda buyruq berilganda G91
G1 X10 F1000, bosh X o'qi bo'ylab 10 tezlikda 1000 mm harakat qiladi.
Bu buyruq bajarilishi mumkin много marta, proshivkadagi "dasturiy ta'minot" chekloviga erishilgunga qadar.
Mutlaq koordinatalar Ish maydoniga qat'iy bog'langan koordinatalardir.
Buyruqni bajarayotganda G90 G1 X10 F1000 – bosh 10 tezlikda X1000 koordinatasiga o‘tadi.
Faqat buyruqni bajaring один marta.
Oddiy buyruqlar
M0 – Toʻxtatib turing va LCD displeylarda tugma bosilishini kuting (agar mikrodasturda ULTRA_LCD parametri oʻrnatilgan boʻlsa ishlaydi) [G0 X10 Y10 Z10 M0]
M17 – Dvigatellarga oqim qo'llang (motorlar qo'lda aylanmaydi)
M18 - Dvigatellardan oqimni olib tashlang (motorlar M84 ga o'xshash qo'lda aylantirilishi mumkin)
M42 – ARDUINO MEGA 2560 pin boshqaruvi [M42 P4 S255]
M80 – Quvvat yoqilgan, faqat ATX – quvvat manbai
M81 – Quvvatni o'chiring, faqat ATX uchun – quvvat manbai
M84 – Barcha o'qlarni o'chirish (to'xtagandan keyin motorlar) [M84 S10]
М112 - Favqulodda to'xtash
M114 - Joriy koordinatalarni oling
M115 - Mikrodastur versiyasini oling
M117 – Ekranga xabar yozing [M117 Salom dunyo]
M119 – Cheklov kalitlari holatini oling
M300 – Ovozni ijro etish [M300 S5000 P280]
SD karta buyruqlari
M20 - SD-kartani o'qing (fayllar ro'yxatini o'qing)
M21 – SD kartani ishga tushiring
M22 – SD kartadan foydalaning
M23 – SD kartadan faylni tanlang [M23 filename.gcode]
M24 – SD kartadan chop etishni boshlash/davom etish
M25 – SD kartani chop etishni to‘xtatib turish
M26 – SD karta oʻrnini baytlarda oʻrnating [M 26 S 12345]
M27 – SD kartadan chop etish holatini tekshiring
M28 – SD kartaga fayl yozish [M 28 fayl nomi. gkod]
M29 – SD kartaga fayl yozishni tugating
M30 – SD kartadan faylni oʻchirish [M 30 fayl nomi. gkod]
M31 – Oxirgi M109dan beri qancha vaqt o‘tganligi qiymatini oling
M32 – SD kartadan faylni tanlang va chop etishni boshlang [M 32 /yo'l/fayl nomi#]
M928 – SD kartaga kirish [M 928 fayl nomi. gkod]
ekstruder
M82 – Ekstruderni mutlaq koordinatalar tizimiga o‘rnating
M83 – Ekstruderni nisbiy koordinatalar tizimiga o‘rnating
M104 – Ekstruderning ma'lum bir haroratgacha qizishini kutish [M104 S190]
M105 – Ekstruderning joriy haroratini oling [M105 S2]
M106 – Qism fanini yoqing [M106 S127] - quvvat 50%
M107 – Ish qismining ventilyatorini o'chiring [M 107]
M109 – Ekstruderni qizdiring va haroratni [M109 S215]
Jadval
M140 – Stol haroratini sozlash [M140 S65]
M190 – Stolni qizdiring va haroratni ushlab turing [M190 S60]
PID M301 – PID parametrlarini EEPROM ga yozing [M301 H1 P1 I2 D3]
bu erda: H0 - stol, H1 - ekstruder
M302 – Sovuq ekstruziyani yoqish [M302 P1].
M303 – PID kalibrlash jarayonini boshlang [M303 E-1 C8 S110]
bu erda: E-1 - stol, E0 - issiq uchi, C8 - urinishlar soni, S - harorat.
M304 – Jadval uchun PID parametrlarini o‘rnating [M304 P1 I2 D3]
EEPROM - mikrokontrollerning ichki xotirasi (o'chirilganda qayta tiklanmaydi)
M500 – Parametrlarni EEPROM-ga saqlang
M501 – EEPROM dan parametrlarni o‘qing
M502 – EEPROM parametrlarini tiklash
Filament
M200 – Filamaning diametrini o‘rnating [M200 D1.128]
M600 - Filamentni almashtirish.
Tezliklar yorlig'i

Tezlik - Har xil tezliklarni sozlash
Standart chop etish tezligi — Umumiy bosib chiqarish tezligi;
Past tezlik - Modelning tashqi qismlarini chop etish tezligi, umumiy tezlikning foizi;
Qattiq to'ldirish tezligi past - modelning monolit qismini chop etish tezligi, umumiy tezlikning foizi;
Qo'llab-quvvatlovchi tuzilmaning tezligi past — Bosib chiqarish tezligini qo‘llab-quvvatlash, umumiy tezlikning foizi;
X/Y o'qining harakat tezligi — X va Y o'qlarida maksimal tezlik;
Z o'qining harakat tezligi - Z o'qi bo'ylab maksimal tezlik;
tezlik Bekor qiladi - Tezlikni tiklash;
rostlash chop etish tezlik uchun Qatlamlari ostida – Chop etish vaqti belgilangan vaqt qiymatidan kamroq bo‘lgan qatlamlar uchun fan tezligini o‘zgartirish;
ruxsat berish tezlik kamaytirish pastga uchun – Tezlikni belgilangan qiymatdan past bo'lmagan holda kamaytirishga ruxsat.
Boshqa tab

Filament xususiyatlari - parametrlar plastmassalar;
Filament asboblar boshi indeksi material parametrlarini tahrirlash vositasini tanlash;
Filament diametri - diametr;
Filament narxi - Bir kilogrammning narxi. Ushbu qiymatdan dastur kesishdan keyin modelning taxminiy narxini hisoblab chiqadi va beradi.
Filament zichlik - materialning zichligi.
Ko'prik bloki - ko'priklarni chop etishni yo'lga qo'yish;
Qo'llab-quvvatlanmaydigan hudud chegarasi - Belgilangan maydondan kattaroq modelning har qanday "osilgan" elementi dastur tomonidan ko'prik sifatida tan olinadi;
Ko'prik ekstruziya multiplikatori - ko'priklarni chop etishda ekstrusion multiplikator;
Ko'prik tezligi multiplikatori - Ko'priklarni chop etishda tezlikni ko'paytiruvchi;
Ruxsat etilgan ko'prik to'ldirish burchagidan foydalaning – Ko'priklarda ekstruziya uchun qattiq burchakdan foydalaning;
Perimetrlarga ko'prik sozlamalarini qo'llang – perimetr bo‘ylab ko‘priklar sozlamalaridan foydalanish;
Gorizontal o'lchamdagi kompensatsiya - gorizontal o'lchamdagi kompensatsiya;
Bloklash To'lovni o'zgartirishni qaytarish – asbobni o'zgartirish uchun sozlamalarni qaytarib oling. U birinchi yorliqdagi rektakt bilan bir xil tarzda tuzilgan.
Kengaytirilgan yorliq

Qatlamni o'zgartirish - ushbu jarayonning ishlashini sozlash uchun blok. Muayyan Z-balandligidan vagacha sozlanishi.
yupqa devor xulq-atvori - Yupqa devor bosib chiqarish strategiyasi.
Tashqi yupqa devor turi - Tashqi perimetr strategiyasi. Ikkita variant, faqat perimetrni chop eting yoki o'zgaruvchan ekstruziyadan foydalaning.
Ichki yupqa devor turi - Ichki perimetr strategiyasi. Oldingi xatboshi bilan solishtirganda, yana bitta variant qo'shildi: odatiy plomba chop etish.
Ruxsat etilgan perimetrning bir-birining ustiga chiqishi – Perimetrning o‘rnatilgan foiz qiymati bo‘yicha bir-birining ustiga tushishiga ruxsat bering.
Yagona ekstruziyalar - O'zgaruvchan ekstruziya sozlamalari.
Minimal ekstruziya uzunligi - minimal uzunlik
Minimal ekstruziya kengligi - Minimal kenglik
maksimal ekstruziya kengligi - Maksimal kenglik
Oxirgi nuqta kengaytmasi masofasi – Boshqa tolalar bilan ulanishning mustahkamligini oshirish uchun o'zgaruvchan ekstruziyali chiziqlar bir tomondan, ikkinchi tomondan uzunligi qancha millimetrga ko'tarilganligini aniqlaydi.
Oqishni nazorat qilish harakati – Qo‘shimcha o‘z-o‘zidan oqim sozlamalari
Faqat ochiq joylardan o'tayotganda orqaga torting - faqat bo'sh joylardan o'tganda majburiy orqaga tortish
Qatlamlar orasidagi orqaga tortish – qatlamlar orasidagi majburiy orqaga tortish
Minimal sayohat paromini qaytarish - rektakt uchun minimal harakat (qaytib olish)
O'chirish harakati paytida orqaga tortishni bajaring – artish paytida ipni majburiy tortib olish
Ekstruderni faqat eng tashqi perimetr uchun artib oling – Soploni faqat tashqi perimetrlarda artib oling
harakat harakati - siljishni tuzatish
Sayohat harakati uchun konturni kesib o'tishdan saqlaning – harakatlanayotganda qismlarning kesishishini oldini olish
Maksimal ruxsat etilgan aylanma koeffitsienti Aylanib o'tuvchi traektoriya bo'ylab harakatlanayotganda traektoriyani kengaytirishning maksimal koeffitsienti. Agar zarba etarli bo'lmasa ham, harakat hali ham modelga plastikka etib boradi.
Kesish harakati - Qo'shimcha slicer imkoniyatlari
Manifold bo'lmagan segment - bir-biriga bog'liq bo'lmagan segmentlar va qismlarni tashlab yuborish (o'chirish) yoki ta'mirlash (davolash) mumkin.
Barcha konturlarni bitta qattiq modelga birlashtiring – Modeldagi qo'shimcha teshiklarni olib tashlang
Bir vaqtning o'zida bir nechta jarayonlar
Bitta 3D bosib chiqarish sozlamalarida bir nechta jarayonlarni ishga tushirish uchun ularni profil ro'yxatida yaratishingiz kerak. Yaratgandan so'ng, siz har bir profilning kengaytirilgan sozlamalariga o'tishingiz va Layer Modification blokidagi chop etishni boshlash va chop etishni to'xtatish parametrlaridan foydalanib, ushbu jarayonning Z balandligiga nisbatan masofasini tanlashingiz kerak.
G-kodni tekshirish
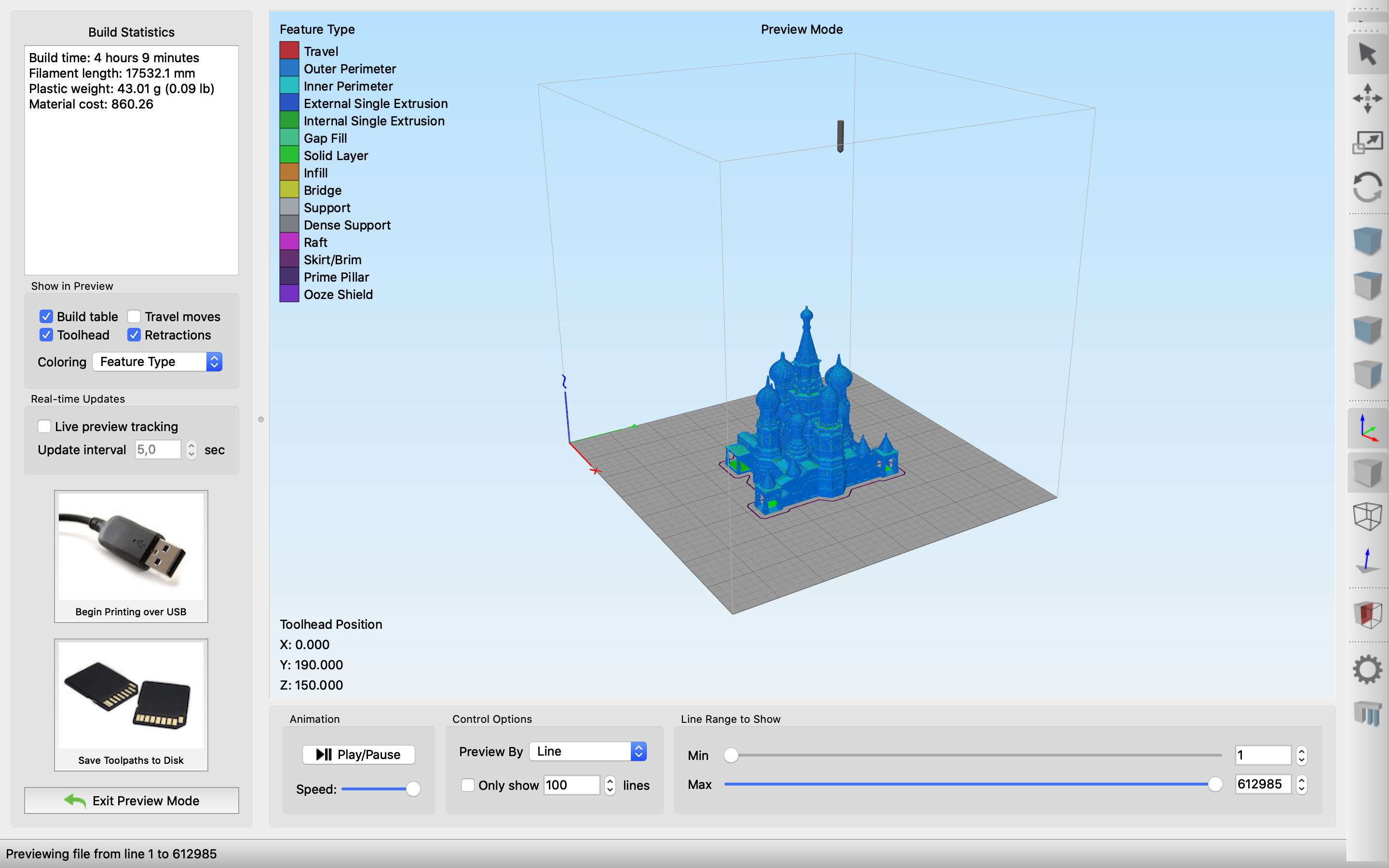
Bloklash animatsiya – 3D bosib chiqarish jarayonining animatsiyasini boshlash va animatsiya tezligini tanlash imkonini beradi.
Bloklash Boshqarish parametrlari - 3D bosib chiqarishning chiziqlari yoki qatlamlarini tanlab ko'rsatish imkonini beradi.
Bloklash Ko'rsatish uchun qator diapazoni – Oldingi blokdan displey diapazonini tanlash imkonini beradi.
Bloklash Ko‘rib chiqishda ko‘rsatish - oldindan ko'rish displey rejimi. stol qurish platforma ekranini yoqish yoki o'chirish, asboblar varaqlari asbob ekranini yoqish yoki o'chirish, qaytarib olish qaytarib olish nuqtalarini ko'rsatishni yoqish yoki o'chirish, sayohat harakatlari qaysi joylarda bo'sh harakatlar bo'lishini ko'rsatadi.
Ushbu blokda, shaxsan men uchun oxirgi xatboshi (sayohat harakatlari) eng foydali. Nega? Chunki agar siz 3D printeringiz uchun qaytarib olish parametrlarini noto'g'ri o'rnatgan bo'lsangiz, unda bu joylarda bo'ladi.
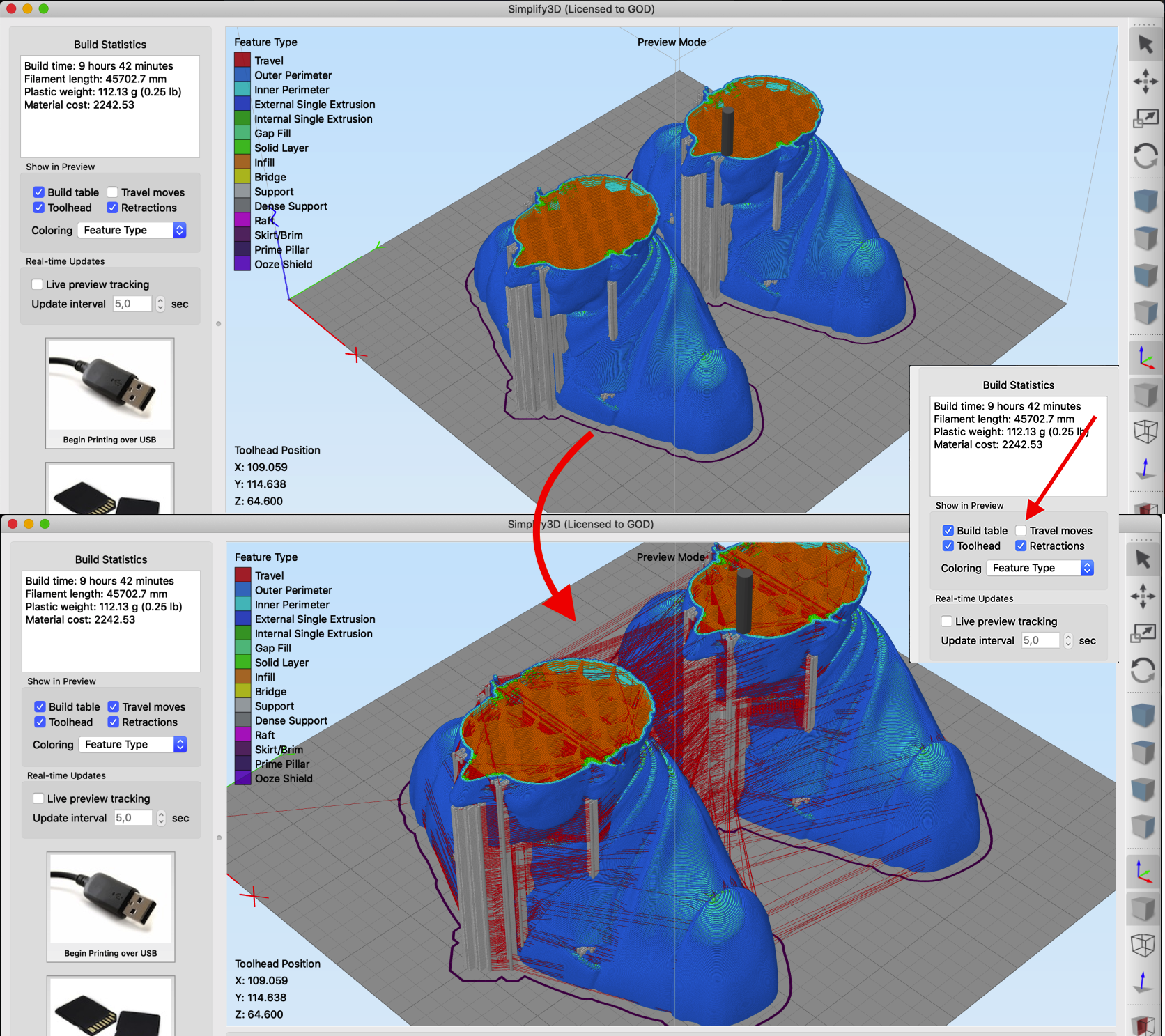
Qizil chiziqlar shunchaki bo'sh turgan ekstruder chiziqlari.
Qo'shimcha
Ko'pburchak to'r bilan ishlash
Mesh yorlig'ida siz mash bilan ishlash sozlamalarini o'rnatasiz.

Menda keng tarqalgan muammo faylni aks ettirish nuqtai nazaridan noto'g'ri ochish edi. Bu daqiqani tekshiring!
Ko'p oilali chop etish uchun yana bir juda foydali nuqta: stol ustidagi modelning nusxalari. Stolga 4 ta bo'lak qo'yish uchun talabalarimdan birini ko'rdim. bir xil modellar, 4 marta bu modellarni derazaga sudrab chiqdi. Shuning uchun men ushbu daqiqaga e'tibor berishga qaror qildim. Modelning bir nechta nusxasini yaratish va ularni bitta stolga joylashtirish uchun siz ushbu funktsiyadan foydalanishingiz kerak.
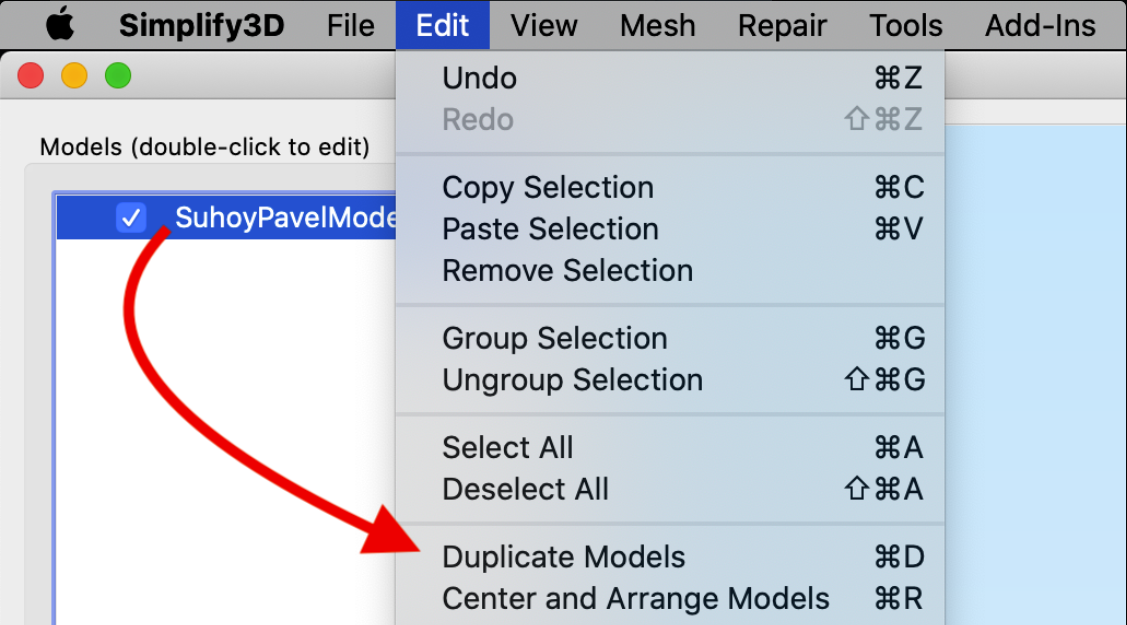
Keyinchalik, stolda qancha nusxa ko'rishni xohlayotganingizni olishingiz kerak.
kamchiliklar
Afsuski, dasturda hozirgacha perimetrning ma'lum bir qismi uchun qatlam balandligini belgilash mumkin emas. Misol uchun, tashqi devorni ichki perimetrdan ikki barobar yupqa qatlam balandligi bilan chop etish uchun. Men hatto Simplify3D-ni qo'llab-quvvatlash uchun xat yozdim. Va ular menga javob berishdi! Sahifaning pastki qismiga qarang.
xulosa
Eng yaxshi dastur, lekin yaxshiroq dastur bo'lsa, bizga dmitry@kamonichkin.ru manziliga yozing.
Agar sizda biron bir savol bo'lsa, ushbu maqolaga sharhlarda yozing. Men javob berishga harakat qilaman.
PS Simplify3D javob berdi. Va men uni juda yoqtirardim. Garchi to'liq, ammo qisman, u muammoni hal qiladi:
Men tarjima qilaman:
Salom,
Kechirasiz, hozir emas. Siz to'ldirishni perimetrlardan boshqa balandlikda chop etishingiz mumkin. Bu asosiy qatlamning balandlik oralig'i bo'lishi kerak. Siz "To'ldirish" yorlig'i ostida "Har _ qatlamni to'ldirishni chop etish" variantini topasiz.
Rahmat, Simplify3D yordami















Muallif: Studia3D Agregator
Dan boshqa maqolalar Studia3D Agregator